 Mixing is an integral part of the reaction process. It can impact a number of parameters, including yield, product quality, heat transfer, batch time, crystal growth, and many more. So when there are problems with your agitation it can have a negative influence on your entire operation.
Mixing is an integral part of the reaction process. It can impact a number of parameters, including yield, product quality, heat transfer, batch time, crystal growth, and many more. So when there are problems with your agitation it can have a negative influence on your entire operation.
There are many agitation parameters that can be changed and tweaked to optimize your process. The agitator, for instance, is available in a variety of blade designs, spans and angles. Add in the number and location of tiers along with the running speed and you’ll start to see how many variables there are that can be adjusted to improve the performance of your operation. And let’s not forget about baffles. There are different designs (e.g. wall-mounted OptiMix or traditional BeaverTail) and sizes, with additional choices like how many to use and where to install them that can play a significant role in improving your process (or worsening it depending on the choices made!). How all these components best fit together for each unique application is similar to putting together pieces of a very intricate, one-of-a-kind puzzle.
We can’t solve everyone’s mixing issues in one blog post (you’d have to fill out our Agitation Simulation Questionnaire and provide specifics about your process to get some customized advice), but we can offer a few general tips about mixing. Here are some agitation best practices that can not only ensure safety is maintained within your process, but can help you to benefit from an improved mixing system.
Agitator Operation with respect to Liquid Levels
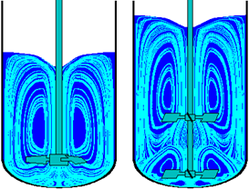
When fluid is at or below blade level:
The agitator should never be run at full speed with the liquid level at the agitator blade level. When the agitator is run with the fluid in the vessel at approximately the same level as the blades, fluid flow can cause the shaft to “skate”, resulting in excessive stresses and runout in the seal area and upper end of the agitator. This can cause premature seal failure and even glass damage on the agitator itself. The simple fix is to make sure there is the right volume of product in your vessel before turning on the agitator. If this becomes a regular problem, then it’s time to look into getting a different sized reactor to meet your process needs.
When the vessel is being emptied:
An agitator should never be run at full speed while a vessel is empty or during slow draining of the vessel, especially if the liquid will be at the blade level for any appreciable time. However, when extra care is taken, an agitator can run at full speed during the emptying of the vessel. The caveats are: 1) it must be done quickly, 2) the liquid level should not be held at the blade level for any appreciable length of time (see above), 3) the viscosity is not increasing, and 4) the agitator should be slowed to 35% of the maximum speed once the liquid level drops to 8-10” above the blade level.
During filling:
There is sometimes a misconception with the operating of mixing systems during filling. It is generally okay to start and run the agitator during filling, provided that the filling is done quickly and the liquid level is not held at blade level. When liquid is added the agitator should run slowly and the speed should be increased as the level increases. “Down-pumping” is required, in which the impeller is rotated so that the blades push the fluid in a downwards manner.
Agitator Operation with respect to Solids
When solids are to be added:
If solids are not yet present in your vessel, be sure to add them once the liquid level is above the blade level. If possible, the agitator should be run at a slow speed.
When solids need to be added before starting a batch:
Prior to starting the agitator, make sure that the agitator is not buried in solids. An agitator should never be started under these circumstances. Instead, fill the vessel 8” to 10” above the blade level with liquid before starting the agitator.
When solids are packed above the agitator level:
If a situation occurs where solids are packed above the agitator level (not recommended) the agitator can be started but it must be done very slowly (less than ¼ speed) and with great care. If the agitator does not start, liquid then must be added to dissolve the solids before trying again.
[If solids addition is a challenge for your batch process, we have several solutions than can safely add powders without putting your equipment at risk. For more information, read our blog post on pneumatic conveying or visit our powder handling page.]
Agitator Operation with respect to Viscosity and Boil-Off
“Boil-off” is the term that refers to the ambient heat input used to remove impurities from a process. During boil-off, the agitator should not operate at full speed, especially if the product increases in viscosity. If the agitator is to be run during boil-off due to process requirements and the product does experience an increase in viscosity, the agitator must be slowed down to at least half speed.
Even when there are circumstances that aren’t ideal for mixing, agitation can be accomplished when the right operating procedures are followed. Whatever your mixing objectives, De Dietrich can you help you optimize your agitation system for suspension, dissolution, extraction, dispersion, or emulsion. Fill out our complimentary Agitation Simulation Questionnaire so we can provide you with a simulation of your existing system with a thorough comparison of several alternative systems to demonstrate how the agitation in your process can be improved.