 In last week’s post, we discussed the necessary inspection points on a vessel that should be checked prior to starting-up your vessel. Whether it’s brand new and you are running it for a first time, or you are bringing a vessel back into production after some downtime due to maintenance or housekeeping reasons, it is critical for the safety of your equipment and employees to make sure your vessel ready to go.
In last week’s post, we discussed the necessary inspection points on a vessel that should be checked prior to starting-up your vessel. Whether it’s brand new and you are running it for a first time, or you are bringing a vessel back into production after some downtime due to maintenance or housekeeping reasons, it is critical for the safety of your equipment and employees to make sure your vessel ready to go.
Let’s continue where we left off and review some more items on the Vessel Start-Up Checklist that need to be assessed:
Instrumentation:
Is the RTD (Resistance Temperature Detector) wired up?
Although DDPS temperature sensors can be externally removed while a vessel is in production, upon start-up you want to inspect your RTD and make sure the wires are in place to provide you with immediate temperature measurement. Many processes are sensitive to even slight deviations in temperature, so you’ll want to ensure this instrumentation is up and running when your vessel is ready to go.
Manway:
As the main opening to the vessel, the manway needs to be inspected for several items, including:
-
Is the manway cover closed and gasketed?
-
Are there any leaks at the gasketed joints?
-
Do nozzles/manway have AFII gaskets?
-
Are the correct number of clamps used?
-
Are clamps tightened in the proper sequence and torqued to the correct value?
Vessel Body:
Are the vessel contents free of any sparks (electrostatic discharge)?
It is a natural phenomenon for static charges to buildup in glass-lined process equipment, especially when your process involves agitated non-conductive liquids or falling powder additions. When left unattended over time, this may lead to the breakdown of the glass lining. An effective way to identify this problem is by taking measurements using an electrostatic voltmeter. This simple device can measure electrostatic voltage up to 30,000V. Additional best practices can be followed to reduce the rate of electrostatic buildup. For more information read our post on Best Practices for Avoiding Damage to Glass-Lined Equipment.
Are there any visual changes in the repair plugs (if applicable)?
If you answer “yes” to this question, it could be a red flag that your repair plug is not secure. If you have any doubts, take a picture of it and contact DDPS. A service representative can help you decide if there is a possible issue that needs to be addressed.
Is diaphragm outlet valved or tied into trapline?
It seems rather foolish to have a vessel all ready to go and forget to check that the BOV is in place and closed! But it has happened before so it’s always smart to check that the valve is installed properly and in the closed position. Alternately, a trapline can be connected to the vessel bottom opening to contain solvents and ensure there’s no leakage.
Jacket:
Is the jacket medium free of any acidic product?
Various heating and cooling mediums are often used in glass-lined vessel jackets, ranging from steam, water, glycol solutions and brines to a wide range of synthetic heat-transfer fluids. In a typical application, steam, cooling water and a chilled solution might all be used in the same jacket at different points in the reaction cycle. This is very efficient from a production standpoint, but potentially damaging in its effect on the jacket lining and vessel exterior. The more acidic the jacket medium, the higher the rate of corrosion. Check to make sure the fluid you use for your process is in the acceptable neutral range.
Is the vent hooked up?
The vent in the jacket is required to allow the air to escape the jacket when filling it with liquid. If the vent is not opened during filling you will run the risk of air pockets in the jacket, which will lead to poor performance and other potentially harmful problems.
Process Specific:
Are all chemicals to be used compatible with the glass lining and repair plugs (if applicable)?
If you did your due diligence prior to purchasing your equipment, the answer this to this question should undoubtedly be “yes”. However, it is still something to keep in mind, especially if your existing vessel was brought out of commission to be used in a new process. While glass lining is known for its superior corrosion resistance, there are a few chemicals that need to be avoided, namely hydrofluoric acid and hot concentrated phosphoric acid.
Are precautions in place to prevent low volume mixing at agitator blade level for an extended period of time?
The agitator should never be run at full speed with the liquid level at the agitator blade level. When the agitator is run with the fluid in the vessel at approximately the same level as the blades, fluid flow can cause the shaft to “skate”, resulting in excessive stresses and runout in the seal area and upper end of the agitator. This can cause premature seal failure and even glass damage on the agitator itself. The simple fix is to make sure there is the right volume of product in your vessel before turning on the agitator. If this becomes a regular problem, then it’s time to look into getting a different sized reactor to meet your process needs.
Are the temperatures of all chemicals to be added within manufacturer’s allowable temperature changes?
Your vessel’s nameplate lists the temperature limitations, but it doesn’t show the allowable temperature changes, a factor that you need to consider when operating glass-lined equipment. To determine a safe temperature change, reference our handy “Maximum Allowable Thermal Shock – 3009 Glass” chart and you can easily determine the safe temperature differentials for 3009 glass lining. The chart is easy to read:
- The left side of the figure shows the acceptable temperature range of the jacket fluid based on thetemperature of the product in the vessel. This data is needed when you are introducing a heating or cooling fluid into the jacket.
Example 1: If the glass-lined wall (and the batch) is at 356°F, the fluid introduction should be between 86° F and 518°F.
- The right side of the figure indicates the suitable temperature range of the product based on the current temperature of the jacket fluid. This data is needed when you are introducing product into the vessel.
Example 2: The reactor is to be charged when the glass-lined wall or fluid in the jacket is 302°F; therefore materials between 32°F and 482°F may be safely charged into the vessel.
Maximum Allowable Thermal Shock – 3009 Glass
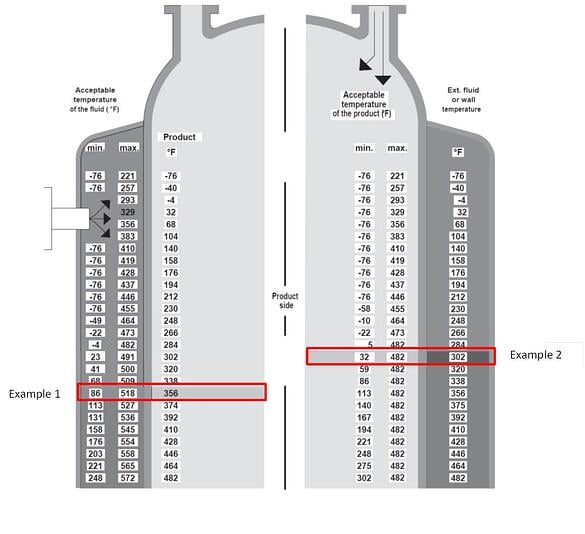
In general, the higher the operation temperature, the lower the safe temperature differential. If you are ever unsure it is always best to consult with a professional at DDPS who can give you the right guidelines.
The Vessel Start-Up Checklist is an essential tool for safe vessel operation. Download your free copy and use it each time you start-up your vessel to ensure not only safety but process optimization. And if any issues arise that require professional assistance, contact De Dietrich Process Systems’ service team and a representative can provide technical support or you can schedule service if additional onsite assistance is required.
