 When selecting a pneumatic conveying system, the amount of filtration surface area available for separating the solids from the conveying gas can have a significant impact on transfer rates and energy consumption.
When selecting a pneumatic conveying system, the amount of filtration surface area available for separating the solids from the conveying gas can have a significant impact on transfer rates and energy consumption.
There are two primary types of pneumatic conveying systems; dense phase (such as DDPS’ Powder Pump systems) and dilute phase, and they utilize vastly different amounts of conveying gas. As such, they require significantly different amounts of filtration surface area to operate properly and efficiently.
Dilute phase systems typically operate under positive pressure and require the gas stream to exceed the “saltation” velocity of the solid particles. This is the minimum gas velocity necessary to keep the solids suspended in the gas stream and moving through the conveying line.
When the solids reach their destination, they must be separated from the gas stream, typically by use of centrifugal cyclones and/or a suitable filtration receiver. Given the high volumetric flow rate of gas that is often required to achieve saltation velocities in transfer lines, the surface area of the filters required to achieve an appropriate face velocity on the media can become quite large. If the surface area is insufficient, the solids will impact the media at an excessive velocity and cause pre-mature degradation of the filter’s surface membrane or the underlying substrate media. Insufficient filter area will also increase the pressure drop through the system and result in higher energy consumption. If the pressure drop becomes too high, it can result in reduction of the gas stream velocity below the saltation point and solids will begin to drop out of it in the conveying line.
Conversely, dense phase pneumatic conveying systems operate at significantly lower gas velocities since achieving a material’s saltation velocity is no longer required. Also, the ratio of solids to gas in dense phase systems is much higher than in dilute phase. This means significantly less gas needs to be separated from a given quantity of conveyed solids. In addition, if the dense phase system is operating under negative pressure (as DDPS’ Powder Pump systems do), then a low mass flow rate of gas can easily achieve the velocity necessary for dense phase conveying since the gas expands due to the relatively lower pressure of the vacuum.
Another design benefit of DDPS’ Powder Pump is its tangential solids inlet nozzle which allows cyclonic separation of the solids prior to the gas stream passing through the internal filter element. This helps reduce the physical impact and loading of solids on the filter itself. In addition, the Powder Pump fills and discharges solids in a cyclical manner, and the filter element is back-pulsed and cleaned with every discharge cycle.
Due to the compact nature of the Powder Pump system’s design, the physical space available for the filter media is naturally limited. Early system designs exclusively incorporated a flat membrane which meant its surface area would be limited by (and proportional to) the diameter of the system receiver (4”, 6”, 8” or 12”).
However, subsequent DDPS design improvements replaced the flat filter with a new and proprietary, custom designed and fabricated sock filter. This design change provided an increased filtration surface area for each size system as shown in the table below.
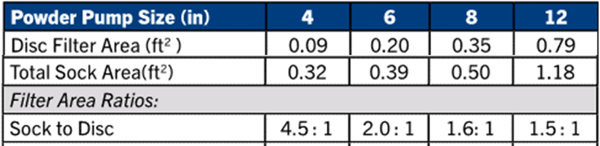
This increased surface area resulted in significant transfer rate improvements (25 - 50%) being reported by some system operators following modification of their existing installed systems.
Further DDPS design improvements have since been made that allow three and four filter socks to be installed in the larger size Powder Pump systems. The increased filtration surface area of multiple vs. single sock filters is shown in the table below.
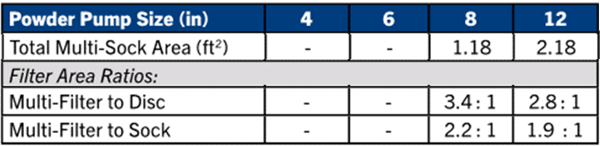
The resultant increase in filter area significantly reduced pressure drops across those systems and, during customer witnessed tests, has allowed material that would not otherwise transfer, to be conveyed after installation of the additional filters in the test system.
Reduced pressure drop across the system also allows material to be transferred greater distances using the same motive force. This is because more of the total differential pressure applied to the gas stream in the system is now available to overcome resistance in the transfer line because less of it is required to overcome the pressure drop across the filter media.
When selecting an appropriate system design to solve a specific solids conveying problem, there are many issues to consider, and available filtration area is a key one as it can affect transfer rates and distances as described above. DDPS has sought to maximize this particular design element in order to provide the best performance we can for our dense phase Powder Pump systems. For more information about our filter design upgrade options, read our new bulletin or contact us.
